

Cum se îmbunătățește viteza de producție a liniei de extrudare a pardoselii WPC?
Optimizarea vitezei de producție pentru liniile de extrudare pentru tablă WPC: un ghid cuprinzător
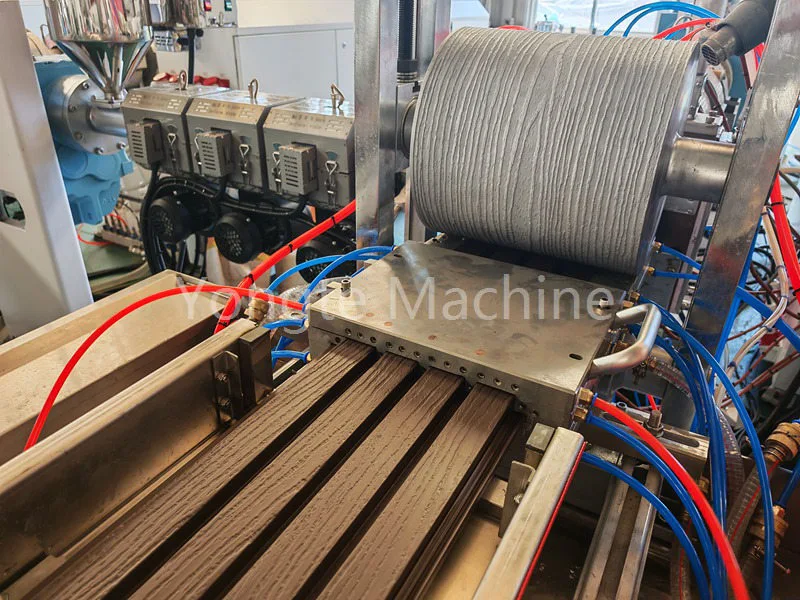
Yongte este producător profesionist pentru viteză mareLinie de extrudare a pardoselii WPC cu capacitate mare de a face produse de înaltă calitate pentru acoperișuri WPC. Pentru a maximiza viteza de producție înLinie de extrudare a pardoselii WPCs, strategia de bază se concentrează pe cinci obiective interconectate: stabilizarea eficienței plastificării, reducerea la minimum a rezistenței materialelor, permiterea răcirii rapide, asigurarea sincronizării întregii linii și reducerea timpului de nefuncționare - toate în timp ce respectă standardele stricte de calitate a produselor.

I. Formulare și pretratarea materiilor prime (fundație pentru extrudare lină)
1. Optimizați formula pentru a îmbunătăți fluiditatea și stabilitatea termică
· Agent de compatibilitate/linker: adăugați suficient PE/PP grefat cu anhidridă maleică (de exemplu, MAH-g-PE) pentru a îmbunătăți aderența pulberii de lemn-plastic, reducând astfel aglomerarea și fractura topiturii.
· Sistem de lubrifiere:
o Lubrifianții interni (de exemplu, acid stearic, ceară PE) reduc vâscozitatea topiturii, reducând astfel căldura de forfecare a șurubului și sarcina unității principale.
o Lubrifianți externi (de exemplu, parafină, ceară de polietilenă oxidată): reduceți frecarea materialului cu cilindru/matriză și reduceți presiunea de extrudare.
o Cantitatea totală de adăugare trebuie controlată cu 1%–3% pentru a preveni alunecarea exterioară excesivă care poate cauza stratificare și defecte de suprafață.
· Umplutura și pulbere de lemn: conținutul de umiditate al pulberii de lemn trebuie controlat la ≤3%, cu o dimensiune uniformă a particulei (80-120 ochiuri); carbonatul de calciu activat trebuie selectat pentru a reduce absorbția uleiului și creșterea vâscozității.
2. Amestecare și preplastificare (gâtul frontal)
· Amestecarea la cald de mare viteză combinată cu amestecarea la rece asigură o amestecare uniformă fără zone moarte, prevenind „materialul mort” localizat sau aglomerarea.
· Atunci când este fezabil, procesul de pre-măcinare poate fi încorporat pentru a topi materialele sub formă de pulbere în granule, asigurând o alimentare mai stabilă, o plasticizare mai rapidă și o creștere cu 20%-30% a vitezei liniei.

II. Gazdă și șurub extruder (unitate de alimentare cu miez)
1. Optimizarea șurubului și cilindrului
· Raport de aspect ridicat (L/D=40–48) și șuruburi duble paralele cu cuplu mare sunt selectate pentru a îmbunătăți performanța de forfecare și amestecare, făcându-le potrivite pentru formulările WPC cu umplere mare.
· Combinație de șuruburi: crește volumul secțiunii de transport, optimiza aspectul blocului de amestec / bloc de forfecare, reduce căldura de forfecare și îmbunătățește eficiența transportului sub premisa plastificării.
· Încălzirea butoiului de matriță: folosește controlul de precizie a temperaturii pe zone (PID) cu fluctuații de temperatură ≤±1℃ pentru a preveni supraîncălzirea localizată sau plastificarea insuficientă.
2. Potrivirea vitezei și a sarcinii (cheia pentru accelerare)
· Viteza motorului: crește treptat viteza, menținând 70%-90% din cuplul nominal și curentul stabil (sistemele PE/PP pot atinge 150-250 rpm).
· Sincronizarea alimentării: este folosit un alimentator pentru pierderea în greutate, care este legat în buclă închisă de viteza de rotație a mașinii principale pentru a asigura o rată de umplere a fantei șuruburilor de 70%–90%, prevenind „rotația în gol” sau suprasarcina.
· Sistem de vid: menține un vid înalt stabil (-0,08 până la -0,09 MPa), elimină rapid vaporii de apă și componentele volatile, reduce bulele, îmbunătățește calitatea suprafeței și îmbunătățește viteza de procesare.

III. Mucegai și setare (determinați viteza liniară maximă)
1. Proiectarea matriței și optimizarea canalului de curgere
· Capul de matriță de tip umeraș și tip coadă de pește optimizat prin simularea CFD au un canal de curgere neted și o distribuție uniformă a presiunii, ceea ce poate evita lipirea materialului și supraîncălzirea locală.
· Intervalul matriței este rezonabil, iar raportul de compresie este moderat (3-5:1), ceea ce reduce presiunea de extrudare și rezistența la topire.
· Încălzirea matriței: cu control al temperaturii zonat și putere de încălzire suficientă, temperatura topiturii din cavitatea matriței este asigurată a fi uniformă și fluiditatea este constantă.
2. Sistem de calibrare (bloc de bază pentru îmbunătățirea vitezei)
· Masa de setare alungită (de obicei 8–12 m) mărește zona de răcire și timpul de contact.
· Triajul lichidului de răcire:
o Apa de circulație cu debit mare și temperatură joasă (15–25°C) este folosită pentru a disipa rapid căldura și pentru a scurta timpul de priză.
o Puverizarea în mai multe puncte în matriță și adsorbția în vid asigură că profilul aderă rapid la matriță, menține stabilitatea dimensională și previne deformarea.
· Stabilitatea la vid: asigură că profilul este complet adsorbit în matrița de formare cu răcire uniformă, îmbunătățind semnificativ viteza de tracțiune.
IV. Tracțiune, răcire și secțiune din spate (sincrone pe întreaga linie)
1. Sistem de tracțiune
· Mașina de tracțiune cu mai multe role, cu frecare mare este sincronizată cu viteza principală a mașinii în buclă închisă (PID), cu fluctuație liniară a vitezei ≤±0,1 m/min.
· Rata de extrudare de potrivire a vitezei de tracțiune: sub premisa de a permite răcirea modelării, crește treptat tracțiunea pentru a obține „extrudare de mare viteză + tracțiune de mare viteză”.
2. Sistem de răcire (răcire secundară)
· Extindeți rezervorul de apă de răcire prin pulverizare (5–10 m) pentru a vă asigura că profilele se răcesc rapid la temperatura camerei după părăsirea mesei de formare, prevenind deformarea ulterioară sau tăierea defectuoasă.
· Ventilator auxiliar de răcire: răcire cu aer forțat la suprafață pentru a îmbunătăți eficiența răcirii.
3. Tăiere și paletizare (reducerea timpului de nefuncționare)
· Producția este continuă fără oprire.
· Optimizați parametrii de tăiere pentru a reduce bavurile și deșeurile și pentru a reduce frecvența schimbărilor și curățării sculelor.
· Paletizare/stivuire automată: reduce intervenția manuală și îmbunătățește eficiența producției.

V. Controlul proceselor și inteligența (accelerație stabilizată)
· Optimizarea curbei de temperatură:
o Buton: temperatură scăzută în secțiunea de alimentare (anti-punte) → încălzire treptată în secțiunea de plastificare → temperatură constantă în secțiunea de omogenizare → puțin mai mare în capul matriței (pentru a menține fluiditatea).
o Evitați modelul „față joasă, spate înalt” pentru a preveni plastifierea insuficientă și vârfurile de presiune.
· Monitorizarea presiunii:
Mențineți presiunea capului matriței într-un interval rezonabil (de exemplu, 10–18 MPa). Dacă apar fluctuații semnificative de presiune, reduceți viteza sau revizuiți formula/mucegaiul.
· Control integrat al sistemului:
PLC gestionează toate componentele, inclusiv gazdă, alimentare, vid, tracțiune, răcire și tăiere cu pornire/oprire cu o singură atingere și ajustare a parametrilor în timp real.
· Inspecție online:
măsurarea diametrului laser, feedback în timp real al grosimii/lățimii, reglajul fin automat al tracțiunii/temperaturii, reducerea deșeurilor și a timpului de nefuncționare pentru ajustări.

Rezumat
Pentru a realiza o optimizare cuprinzătoare, îmbunătățirile trebuie să cuprindă mai multe domenii critice: formula și pretratarea materiilor prime, mașina principală de extrudare și configurația șuruburilor, sistemele de proiectare și modelare a matriței, răcirea prin tracțiune și procesele din aval, precum și controlul proceselor și sistemele inteligente de management. În primul rând, optimizarea formulei materialului pentru a spori fluiditatea și stabilitatea termică - combinată cu amestecarea precisă și preplastificarea - stabilește baza fundamentală pentru extrudarea netedă. În al doilea rând, modernizarea ansamblurilor șurub-cilindră, asigurând în același timp potrivirea optimă a vitezei-sarcină, servește ca un element esențial pentru creșterea vitezei. În al treilea rând, designul sofisticat al matriței, optimizarea canalului de curgere și îmbunătățirile mesei de modelare în vid acționează ca factori critici pentru maximizarea vitezei liniei. În plus, optimizarea proceselor din aval – care cuprind sistemele de tracțiune, liniile de răcire și tăierea/paletizarea automată – facilitează sincronizarea întregii linii și minimizează timpul de oprire a producției. În cele din urmă, controlul avansat al proceselor și tehnologiile inteligente asigură o producție stabilă și consecventă, realizând astfel îmbunătățiri sustenabile ale vitezei fără a compromite calitatea produsului.
Știri similare
- Soluție pentru problemele de producție a extruderelor WPC
- Ce material poate fi folosit în mașina Yongte WPC?
- Linia de producție pentru reciclarea deșeurilor textile a fost testată cu succes
- Comparație WPC de interior vs WPC de exterior
- Anunț de încercare de acceptare pentru echipamentele de proiect de reciclare și reutilizare a deșeurilor de îmbrăcăminte
- Soluție de reciclare a pungilor de ciment Yongte: Transformați deșeurile în stâlpi de gard din plastic de înaltă calitate
Lasă-mi un mesaj











