

Soluție tehnică pentru rezolvarea vitezei de extrudare dezechilibrate a liniei de extrudare a profilelor din plastic cu patru cavități
Soluție tehnică pentru rezolvarea vitezei de extrudare dezechilibrate a liniei de extrudare a profilelor din plastic cu patru cavități
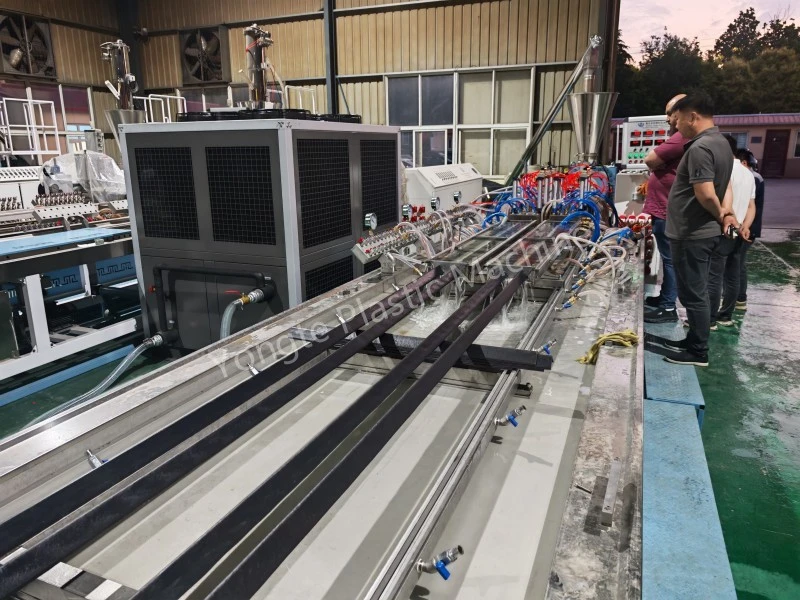
În procesul de producție de extrudare a profilului din plastic cu patru cavități, viteza de extrudare dezechilibrată între cele patru cavități este o problemă tehnică comună. Această problemă va cauza în mod direct acuratețea dimensională inconsecventă a produsului, grosimea neuniformă a peretelui, profilele defecte și un randament redus al producției, limitând serios stabilitatea și eficiența producției de masă. Pe baza materialelor de producție reale și a specificațiilor de produs ale clienților, echipa de ingineri Yongte a dezvoltat o schemă de proiectare a matrițelor optimizate profesionale și a sistemelor de sprijin pentru a rezolva complet problema vitezei de operare inconsecventă a profilelor cu patru cavități, realizând o producție de înaltă precizie, stabilă și sincronă a liniilor de extrudare cu patru cavități.
1. Contextul problemelor tehnice
Motoarele de extrudare tradiționale integrate cu patru cavități adoptă o structură integrală de încălzire și control al debitului. Afectate de factori precum distribuția neuniformă a fluxului de topire, abaterea temperaturii zonelor locale ale matriței și erorile de asamblare de procesare, viteza de extrudare a celor patru cavități este predispusă la inconsecvență în timpul producției continue. Abaterea vitezei dintre cavități va duce la diferențe de viteză de formare a profilului și de contracție la răcire, rezultând defecte de calitate a lotului, cum ar fi deformarea, deformarea, dimensiunea în afara toleranței și planeitatea neuniformă a suprafeței produselor finite, care nu pot îndeplini cerințele de producție standard înalte ale profilelor din plastic.
2. Schema de proiectare optimizată profesională
În combinație cu caracteristicile materiilor prime ale clientului, parametrii structurii produsului și condițiile de producție la fața locului, inginerii Yongte au realizat un proiect personalizat țintit pentru structura matriței, controlul debitului, tăierea prin tracțiune și sistemul de transport auxiliar, cu soluții tehnice detaliate, după cum urmează:
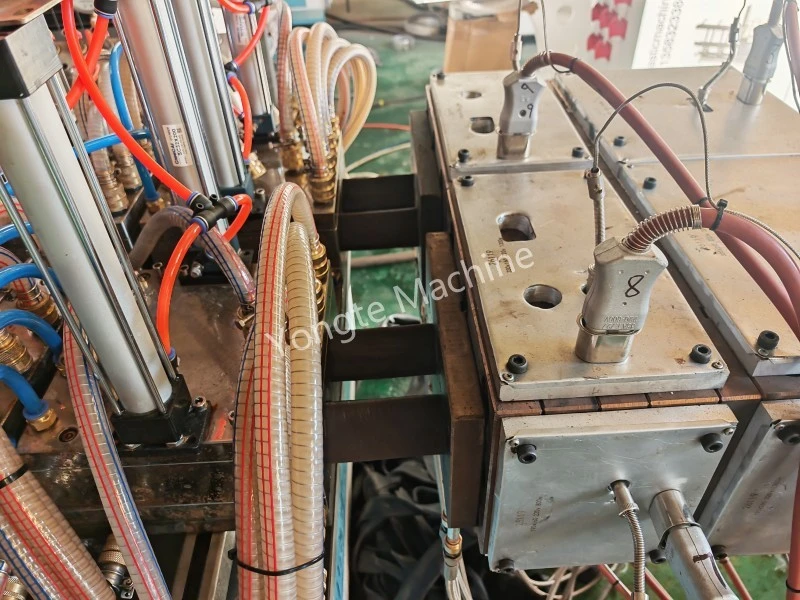
2.1 Structura corpului matriței duble cu control independent al temperaturii
Corpul matriței cu patru cavități integrale original este optimizat pentru astructură dublă independentă a corpului matriței, cu fiecare corp matriță echipat cu două cavități de extrudare. Cele două seturi de corpuri de matriță sunt complet independente în proiectarea structurală și sistemul de control al temperaturii. Fiecare corp de matriță este configurat cu un modul independent de încălzire și o unitate de control al temperaturii, care poate realiza o ajustare separată a temperaturii de precizie și un control constant al temperaturii. Acest design rezolvă în mod eficient problema fluidității topiturii inconsecvente cauzată de deviația integrală a temperaturii matriței, stabilizează starea de topire plastică a fiecărei cavități de la sursă și elimină cauza fundamentală a diferenței de viteză între diferitele corpuri de matriță.

2.2 Mecanism independent de reglare a debitului pentru un singur corp matriță
Fiecare corp de matriță independent este echipat cu un dispozitiv special de piuliță de reglare a debitului. Pentru abaterea vitezei celor două cavități din interiorul aceluiași corp de matriță cauzată de mici diferențe de debit și erori de asamblare, reglarea fină online poate fi realizată prin piulița de reglare a debitului. Prin ajustarea precisă a fluxului de alimentare cu topitură al unei singure cavități, viteza de extrudare a celor două cavități din același corp de matriță poate fi menținută complet sincronă, realizând calibrarea la micronivel a vitezei cavității și asigurând uniformitatea producției de extrudare și viteza de formare a fiecărei cavități din același grup.
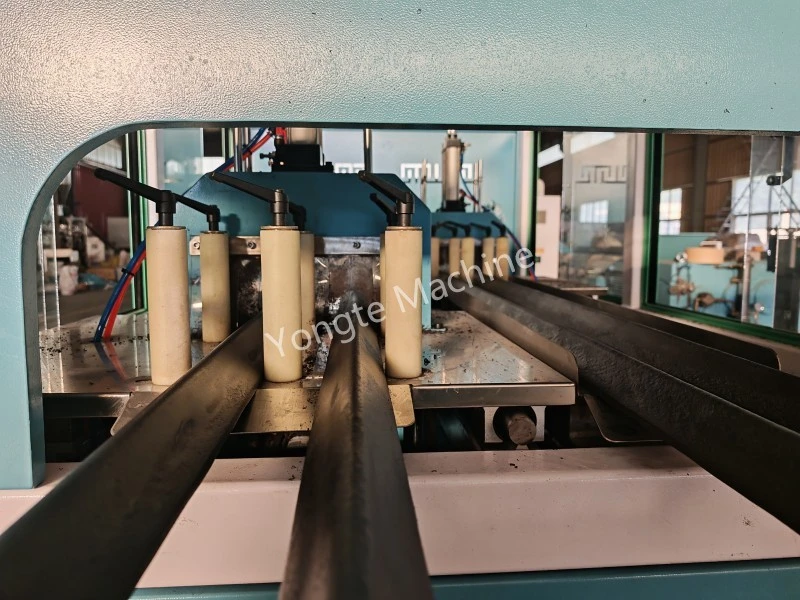
2.3 Sistem dublu independent de control al vitezei de tracțiune
Un set dublu de sisteme de tracțiune independente sunt configurate pentru a se potrivi cu corpul matriței duble și cu aspectul cavității cu grup dublu. Spre deosebire de modul tradițional de tracțiune unică care conduce simultan patru cavități, cele două seturi de echipamente de tracțiune funcționează independent cu programe separate de control al vitezei. Sistemul poate regla independent viteza de tracțiune a celor două grupuri de profile cu două cavități în funcție de viteza reală de extrudare a celor două corpuri de matriță, realizând potrivirea dinamică a vitezei de extrudare și a vitezei de tracțiune, evitând întinderea profilului, contracția și abaterea dimensională cauzate de tracțiunea asincronă și asigurând în continuare consistența vitezei generale a celor patru cavități.

2.4 Sistem independent de tăiere cu lungime fixă
Corespunzător structurii de extrudare și tracțiune cu grup dublu, două seturi de sisteme de tăiere independente sunt echipate pentru operațiuni separate de tăiere cu lungime fixă. Fiecare sistem de tăiere urmărește în mod independent și se potrivește cu viteza de rulare și cursa de avans a grupului corespunzător de profile. Modul de control al tăierii independent elimină eroarea de tăiere și inconsecvența lungimii cauzate de tăierea unificată a profilelor cu diferențe ușoare de viteză, asigură precizia de tăiere cu lungime fixă a fiecărui profil de cavitate și îmbunătățește rata de calificare a produsului.
2.5 Potrivirea sistemului automat de transport și stivuire
Sunt configurate două seturi de rafturi independente de transport și stivuire, care sunt potrivite precis cu sistemele duble de tăiere. După finalizarea tăierii cu lungime fixă de către echipamentul de tăiere, echipamentul de transport și stivuire completează automat lucrările de primire, transport și stivuire a materialului din grupul corespunzător de profile. Funcționarea sincronă și independentă a sistemului de transport evită acumularea de material, extrudarea și confuzia de transport cauzate de viteza asincronă a diferitelor profile de cavitate, asigură funcționarea lină și continuă a întregii linii de producție și realizează o producție automată și ordonată.

3. Avantaje tehnice și efecte de producție
Prin proiectul personalizat sistematic de mai sus, problema vitezei inconsistente de extrudare cu patru cavități în producția de profile din plastic este complet rezolvată. Controlul independent al temperaturii cu două matrițe + reglarea fină a debitului într-un singur grup + sistemul dublu independent de tracțiune și tăiere formează un sistem de calibrare completă a vitezei și control sincron. Schema are următoarele avantaje semnificative: în primul rând, realizează controlul sursei de curgere a topiturii și a temperaturii și elimină diferența inițială de viteză de extrudare; în al doilea rând, realizează o reglare fină dinamică a vitezei în procesul de producție pentru a asigura funcționarea sincronă pe termen lung a patru cavități; în al treilea rând, sistemul auxiliar automat de potrivire îmbunătățește stabilitatea producției și consistența produselor finite.
După verificarea producției la fața locului, acest design optimizat reduce în mod eficient toleranța dimensională și rata defectelor de formare a profilelor cu patru cavități, îmbunătățește stabilitatea generală a producției și eficiența producției a liniei de extrudare și este potrivit pentru producția standardizată pe termen lung și de volum mare a diferitelor profile din plastic.

Știri similare
- Linie de producție a profilelor din plastic cu 4 cavități Livrare în Iordania după punerea în funcțiune cu succes
- Soluții profesionale pentru îngălbenirea, dungile și fisurarea prin fragilitate a suprafețelor ușilor din compozit lemn-plastic
- Mașina de extrudare a profilului din plastic reciclat cu 4 cavități atinge o viteză mare de 8 metri/minut
- Soluție pentru problemele de producție a extruderelor WPC
- Ce material poate fi folosit în mașina Yongte WPC?
- Linia de producție pentru reciclarea deșeurilor textile a fost testată cu succes
Lasă-mi un mesaj











