

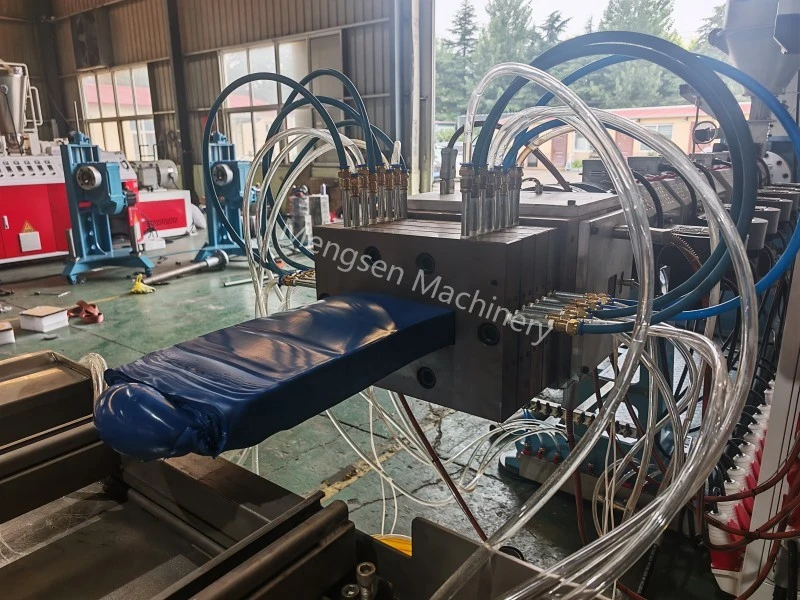
Linie de extrudare a lemnului de plastic pentru panouri solide cu grosimea de 50 mm
Yongte efectuează o operațiune de probă inițială a liniei de extrudare a lemnului de plastic pentru panouri groase solide de 200 x 50 mm, optimizează secțiunea de turnare a matriței pentru a rezolva problemele de deformare
1. Prezentare generală a producției inițiale de încercare a echipamentelor
Recent, Yongte a finalizat cu succes producția de probă inaugurală a liniei sale avansate de extrudare a lemnului din plastic, vizând procesarea panourilor din plastic solid de 200 x 50 mm. Aderând la conceptul de reciclare a resurselor și de producție ecologică, această încercare a adoptat resturi de plastic reciclate ca materie primă, verificând adaptabilitatea echipamentului la deșeurile de materiale plastice și fezabilitatea producției în masă de cherestea de plastic gros.

2. Performanță excelentă de plasticizare a materialelor reciclate
În timpul procesului inițial de punere în funcțiune, extruderul de mare viteză a furnizat performanțe excepționale de plastificare a topiturii. Sub controlul precis al parametrilor de extrudare, resturile de plastic reciclate au fost complet topite și omogenizate, materialul topit prezentând textură uniformă, fluiditate bună și efect de plastifiant global stabil. Calitatea excelentă a plastificării pune o bază solidă pentru producția stabilă de panouri din plastic reciclat de înaltă performanță și demonstrează capacitatea remarcabilă de procesare a materialelor a echipamentului de extrudare Yongte pentru deșeurile de materii prime plastice.

3. Analiza defectelor de bombare și deformare a panoului
Cu toate acestea, provocări tehnice specifice au apărut în etapa de formare a panourilor solide ultra groase. Datorită grosimii substanțiale de 50 mm a produsului finit, există un gradient de temperatură proeminent între suprafață și stratul central al panoului în timpul procesului de răcire și modelare. Suprafața panoului gros se răcește și se solidifică rapid, în timp ce materialul interior al miezului păstrează temperatura ridicată pentru o perioadă mai lungă și suferă o contracție termică continuă în timpul răcirii naturale ulterioare. Viteza inconsecventă de răcire și contracție între straturile exterior și interior induce stres intern dezechilibrat, ducând în cele din urmă la bombarea medie și deformarea locală a panoului solid de 200×50 mm, ceea ce afectează planeitatea și acuratețea dimensională a produsului final.

4. Soluții de optimizare a secțiunii de turnare a matrițelor
Pe baza analizei aprofundate a datelor de testare și a condițiilor de producție la fața locului, echipa tehnică Yongte a confirmat că soluția de bază se concentrează pe optimizarea structurală a secțiunii de turnare cu matriță. Având în vedere fluxul de topire dezechilibrat și problemele de formare a răcirii neuniforme ale plăcilor ultra groase, echipa va efectua îmbunătățiri specifice ale structurii canalului de curgere a matriței, sistemului de distribuție a fluxului și aspectului de răcire. Prin optimizarea rezistenței la curgerea topiturii secțiunii de turnare, echilibrând viteza de alimentare a materialului din zonele de mijloc și de margine ale matriței și potrivirea cu designul de răcire gradat și uniform, concentrația de stres internă a panourilor groase va fi eliminată în mod eficient. Această optimizare va sincroniza viteza de răcire și modelare a suprafeței și a stratului de miez al produsului, va rezolva în mod fundamental defectul de deformare bombată de mijloc al panourilor solide ultra-groase de 50 mm și va îmbunătăți stabilitatea dimensională generală și planeitatea produselor finite.
5. Rezumatul testului și planul de dezvoltare ulterior
Această încercare inițială a verificat pe deplin superioritatea în materie de plasticizare a echipamentului și a expus punctele cheie de îmbunătățire pentru turnarea produselor de grosime grosime, acumulând experiență practică valoroasă pentru producția formală în masă de cherestea solidă din plastic de înaltă specificație. În următoarea etapă, Yongte va accelera finalizarea optimizării secțiunii de turnare a matriței și a verificării secundare a punerii în funcțiune, lustruiește continuu parametrii procesului de extrudare și se va strădui să obțină o producție stabilă, de înaltă precizie și de înaltă eficiență a panourilor din plastic reciclat de grosime mare, permițând reciclarea de mare valoare și aplicarea industrializată a deșeurilor de plastic.

Știri similare
- Yongte finalizează linia de extrudare a tocului ușii din spumă solidă WPC pentru clientul indian
- Mașina Yongte pentru cheresteaua din plastic poate produce diferite forme și dimensiuni de cherestea din plastic?
- Parametrii de referință pentru linia de extrudare a ușii WPC
- Cum se rezolvă problema de ardere a materialului în timpul procesului de extrudare a ușilor WPC?
- Proba de acceptare a liniei de producție de țevi de infiltrație de cauciuc pentru clientul indian
- Yongte finalizează testul de acceptare din fabrică al extruderului cu două șuruburi de reciclare a plasticului personalizat pentru clientul african
Lasă-mi un mesaj











